|
제품 상세 정보:
|
| 조건: | 새로운 | 파우더 상태: | 380V/50HZ 또는 주문 제작됩니다 |
|---|---|---|---|
| 용량: | 150-220kg/h 또는 주문 제작됩니다 | 파이프 직경: | 20-110mm 또는 주문 제작됩니다 |
| 적합한 재료: | HDPE PPR LDPE 선상저밀도폴리에틸렌 | ||
| 강조하다: | 플라스틱 PPR 파이프 생산 라인 20 밀리미터,PPR 파이프 생산 라인 110 밀리미터,110 밀리미터 PPR 파이프 성형기 기계 |
||
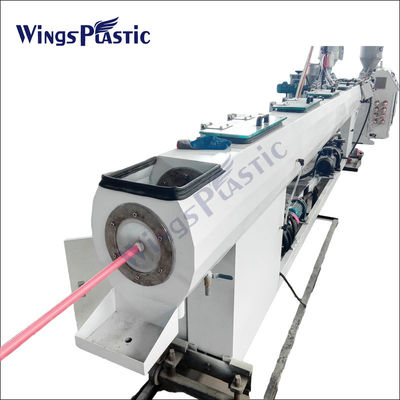
플라스틱 PPR 파이프 엑스트루더 기계 생산 라인
생산 흐름:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
PPR 파이프 생산 과정에서 발생하는 문제를 해결하는 방법
1튜브 표면에 화상 흔적의 존재는 몸이나 코의 과도한 온도 때문일 수 있습니다. 기계 머리와 필터는 철저히 청소되지 않습니다.곡물 물질의 불순물원료의 열 안정성이 떨어지거나 열 안정성의 용량이 충분하지 않습니다. 온도 조절 장치가 작동하지 않습니다.
2파이프 표면에 검은 줄무늬는 높은 머리의 온도와 필터가 철저히 청소되지 않은 것 때문일 수 있습니다.
3파이프 표면의 반짝이는 부족은 낮은 또는 높은 곰팡이 온도 때문일 수 있습니다.
4파이프 표면의 벼룩은 곰팡이 주변 온도가 불균형, 냉각수가 너무 뜨겁고, 견인력이 너무 느리기 때문일 수 있습니다.
5파이프 내부 벽의 거칠기는 핵심 막대기의 낮은 온도; 체온이 너무 낮고 나사 온도가 너무 높기 때문입니다.
6파이프의 내부 벽에 균열은 물질의 불순물이 원인이 될 수 있습니다; 핵심 막대기의 온도는 너무 낮습니다; 낮은 체온; 견인 속도는 너무 빠릅니다.
7파이프의 내부 벽은 불균형이있을 수 있으며, 이로 인해 너무 높은 나사 온도가 발생할 수 있습니다. 나사 속도는 너무 빠릅니다.
8파이프의 내부 벽에 거품이 있을 수 있습니다.
9파이프 벽의 불균형 두께는 입구 곰팡이와 코어 곰팡이가 정렬되지 않을 수 있습니다. 불균형 머리 온도; 불안정한 견인; 압축 공기가 불안정합니다.
10파이프 굽는 것은 불균형 벽 두께를 초래할 수 있습니다; 기계 머리의 주위에 불균형 온도; 기계 머리의 냉각 굴곡과 견인 절단 센터는 정렬되지 않습니다;냉각 구리의 두 끝의 구멍은 동심하지 않습니다.
11제품 은 부적절 한 플라스틱화 로 인해 부서질 수 있습니다; 나사 속도 는 너무 빠르다; 머리 온도 는 너무 낮다; 樹脂 점성이 너무 높다.
12파이프의 큰 길쭉 또는 가로 수축은 크기 장갑의 지름과 다이의 내부 지름 (횡격) 사이의 큰 방사선 차이로 이어질 수 있습니다.견인 속도가 너무 높습니다 (상단).
13갑작스러운 느린 방출은 나사 공급 섹션에서 높은 온도를 초래할 수 있습니다. 물은 몸체로 침투합니다. 기계 머릿속에 녹은 압력은 낮습니다.
![]()

기계 기본 정보:
| 엑스트루더 크기 | 주 엔진 | 최대 용량 | 파이프 직경 |
| 65/33 | 37kw | 150kg/h | 16~63mm |
| 65/33-H | 45kw | 180kg/h | 16~63mm |
| 65/33-H | 55kW | 200kg/h | 20~110mm |
![]()
담당자: Mr. Wang
전화 번호: +86 15092066953
팩스: 86--532-87252290


 Korean
Korean